- TOP
- Additive Manufacturing Solution
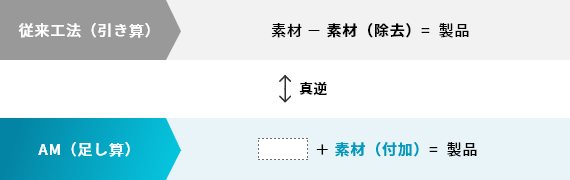
既存技術とAMの融合で
金型部品に革命を。
既成概念から想像もできなかった形状、諦めていた機構も
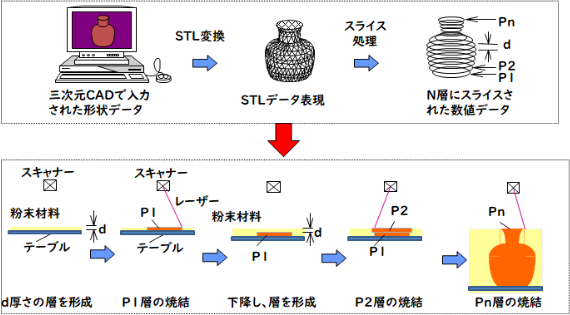
3DプリンタによるAM技術なら実現できる。
また、既存技術との融合で、これまでにない自由度の高い金型設計が可能になる。
自由水管・ラティス構造のみならず、複数部品構成の製品を一体造形化するなど、
コスト・機能面において改善にとどまらず革新の領域まで、
限界を越えた自由な発想でダイキャスト業界に発信していく。
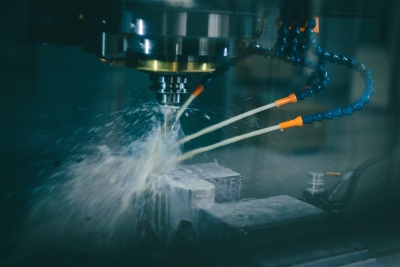
- Tooling Innovation
-
- 創業から100余年に亘り積み上げてきた
金型製造ノウハウ - 四輪、二輪、船外機など
あらゆる業界の製品の鋳造を実現する設計技術 - 金属切削加工技術の追求
- 創業から100余年に亘り積み上げてきた
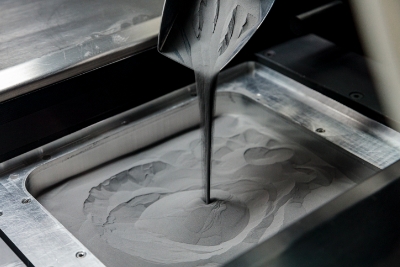
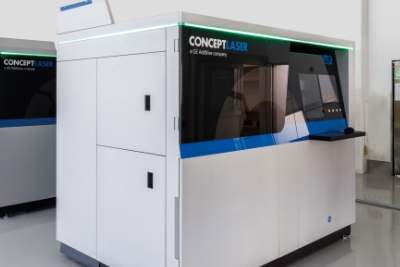
- Additive Manufacturing
-
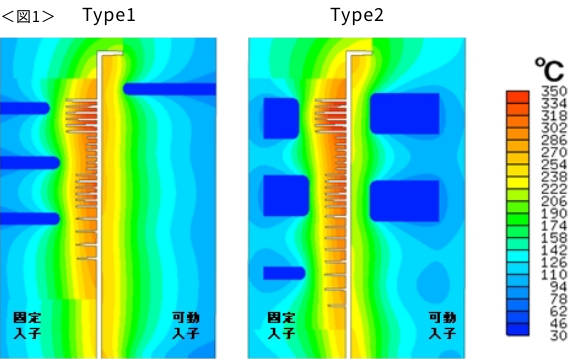
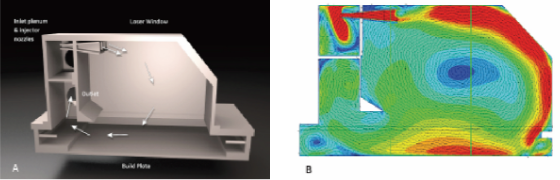
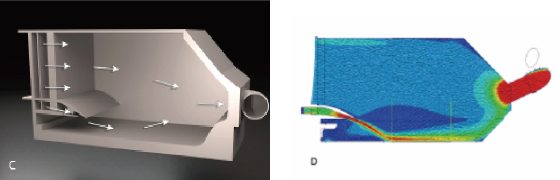
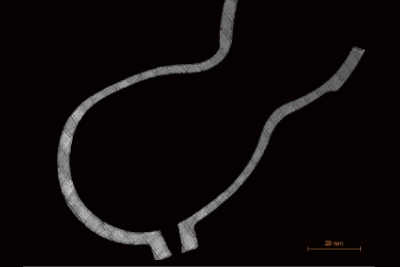
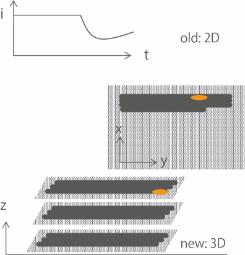
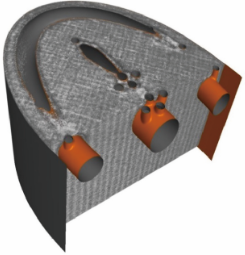
- コンフォーマルクーリング(自由水管)による
冷却性向上 - ラティス造形による軽量化やガス抜き機構への活用
- 複数構成品の一体造形化によるL/Tやコスト低減
- コンフォーマルクーリング(自由水管)による